张先生:
电话:13316683772(微信同号)
QQ:944030281
陈小姐:
电话:18028921748 (微信同号)
QQ:3420530988
张小姐:
电话:15017065546 (微信同号)
QQ: 3386845939
李先生:
电话:15818196342(微信同号)
QQ:447274008
公司热线:076933288263
公司邮箱:dggdaa@163.com
网址:www.xdtbi.com
地址:广东省东莞市万江街道新村创业路9号101
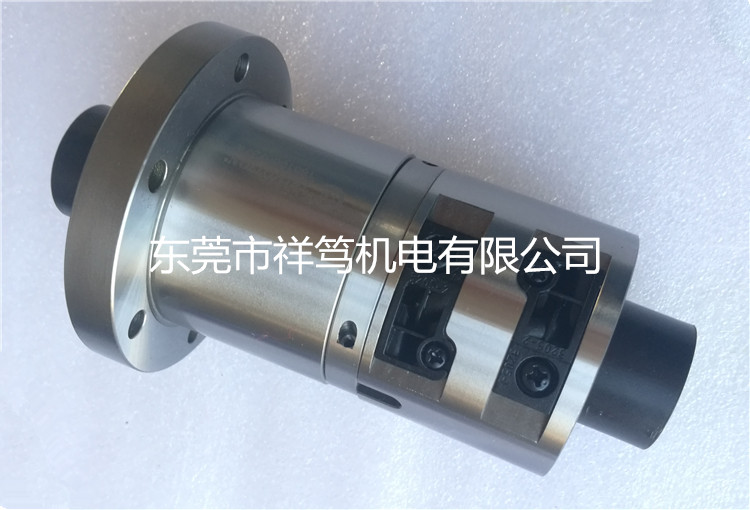
TBI滚珠丝杠优点:
1、摩擦系数极低,且传动效率高。
2、因摩擦阻抗小,不论迴转变换成直线运动,或直线变换成迴转运动均可实现。
3、可计算使用寿命。
4、静摩擦及动摩擦系数小,因此黏滑效应少,定位控制时较容易达到高精度。
5、可用预压方式来消除背隙以提高导丝杆之刚性。
6、润滑保养容易,且若保养恰当,可防止异物入侵。
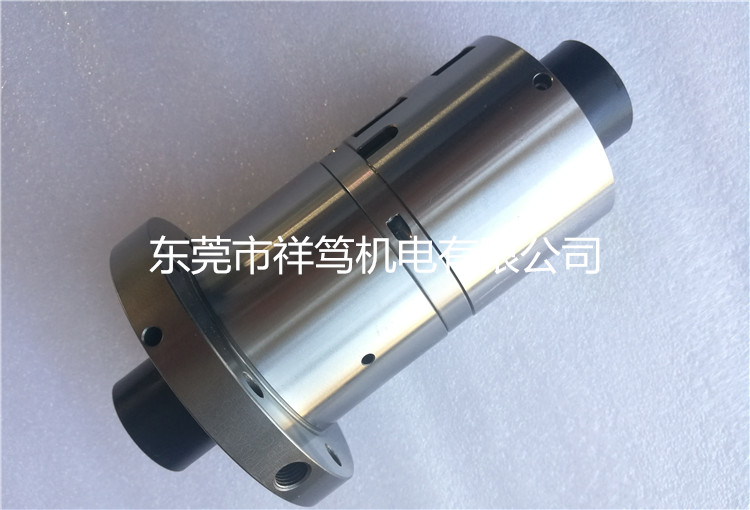
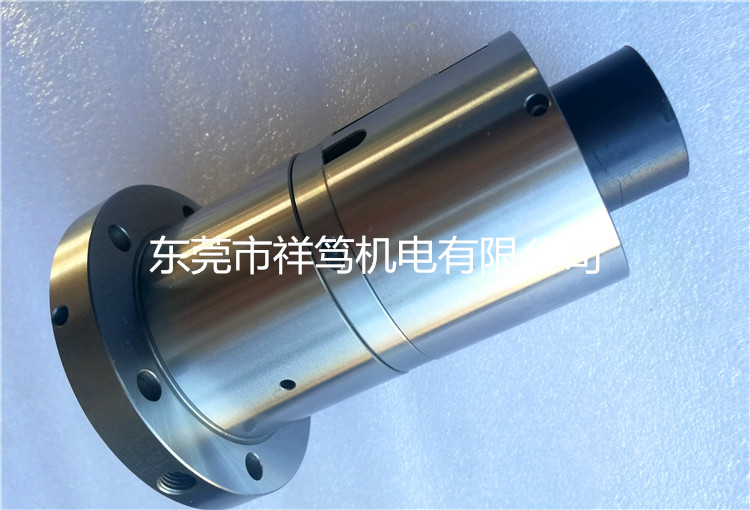
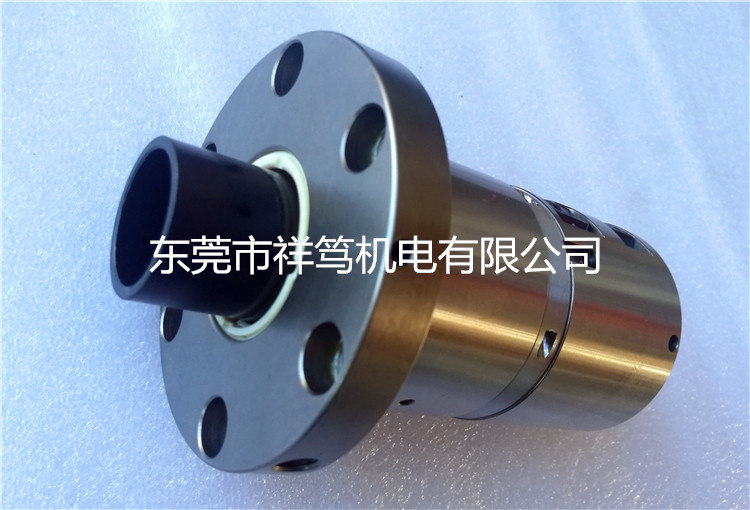
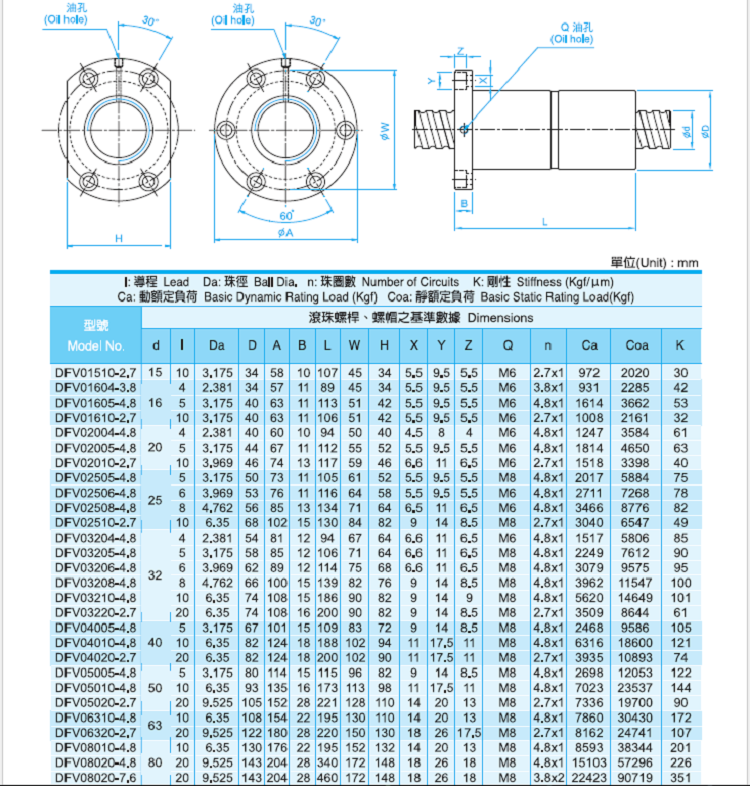
DFV2005滚珠丝杠参数
型号:DFV2005
丝杆外径:20
导程:5
珠径:3.175
螺母外径:44
法兰直径:67
法兰的厚度:11
螺母的长度:112
安装孔之间的距离:55
法兰的宽度:52
珠圈数:4.8×1
动额定负荷:1814
静额定负荷:4650
刚性:63。
精密磨制滚珠丝杠副制作过程
任何一条精密磨制滚珠丝杠副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杠毛坯下料→热处理并检验校直→加工端面
,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→淬火并检验→研中心孔→ 粗磨→探伤→时效处理并检验→研中心孔→半
精磨→低温时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并全面检验→装配→跑合→检验→防锈包装→检验→入库发运。一般而言,一条磨制
滚珠丝杠副的工艺周期约为30-45天。
设计注意事项:
一般建议滚珠丝杠副的长径比(即:丝杠总长/直径)小于80. 长径比在80 以上时,厂家一般不对滚珠丝杠副的精度,实际使用中的刚度,以及计算寿命提
供保证,而且此时滚珠丝杠副的临界转速会迅速减小除非特别必要,在滚珠丝杠副全长上尽可能不要设计大于丝杠螺纹外径的定位或非定位台阶。因为有
这样的台阶时,滚珠丝杠副毛坯直径会比正常情况增加较多,从而增加加工量以及加工难度系数。